






等离子弧刨刨地面
流程效益包括提高效率和工作场所安全

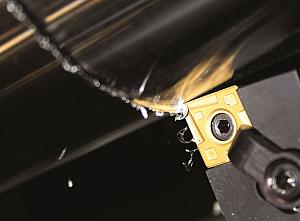
通常相同的等离子体炬用于刨刨和切割。这是不同的耗材。图片:Hypertherm Inc.
普拉斯玛弧刨花的普及最近成长为碳弧刨丝的潜在替代品。这种技术转变的主要驱动因素是环境效益和改善安全。
具有刨床能力的等离子切割系统已在市场上提供20多年。最初,流行的应用包括取出粘性焊接和损坏的焊接,从零件等零件中除去不需要的金属,以及追逐损坏的金属碎片以进行维修。
应用程序已扩展到硬面拆卸和后划线。许多公司正在寻求自动化这些等离子弧刨花应用,以实现生产率提高和安全改进,而且还能够获得一致的凿形形状,有利于自动焊接。
在这里,我们研究了该过程的吸引力以及使等离子弧刨花过程取得成功的关键因素。
血浆和碳刨铜比较
空气碳弧刨花使用碳石墨电极,电极支架和高压散电源(通常是为工作重新施加的旧焊接电源)。高压空气用于将熔融金属吹除了过程中。
根据定义,使用碳电极或杆意味着碳将不可避免地嵌入和熔合与基础金属。在施加任何焊缝之前,必须先取出碳。准备表面所需的研磨往往是广泛的,但没有它,你风险孔隙度并削弱焊缝。
相反,等离子体凿孔只涉及等离子体弧,因此没有碳沉积物的风险。如果您正在用手持等离子体火炬进行手动罩,则可能需要磨损在该过程中产生的任何涟漪,但是通过比较应该相对较轻。
一个空气碳弧刨花的美景,为什么它仍然很受欢迎,是可预测性。您可以选择杆直径和形状,圆形或平整,并预测凹槽的宽度大约为1/16。宽于杆。凹槽的深度最多由恒温和杆进料速度决定。根据您选择的杆直径和形状,您只需按杆制造商推荐调整机器的豪饮。
通过等离子体,若干额外的变量决定了凹槽的形状。类似于空气碳电弧,等离子体过程中的电流输出和速度影响凹槽。电流越高,凹槽越深,凹槽也是如此,以及可以去除不需要的金属或焊缝的速率。

割炬角度和从武器到工件的距离对凹槽形状和金属去除速率有影响。
从焊炬到工件的割炬角度和距离也对凹槽形状和金属去除速率产生影响。例如,增加割炬的支座将增加凹槽宽度并减小深度,因为它允许电弧扩散出来,而减小焊炬的支座将降低宽度并增加深度。增加火炬的角度(更多垂直)将降低宽度并增加深度;相反,减小割炬(较少垂直)的角度会增加宽度和减小深度。
等离子体炬与工件的角度也会影响凿孔的形状。当割炬从板或焊接移动时,电弧的聚焦较小,允许弧的宽度伸展,从而产生U形凹槽而不是V形。如果你正在进行后盖,凹槽形状太深,可以在凹槽中获得磨床可以非常困难以准备表面。由于陡峭的角度和浅底半径,在V形槽中获得全渗透焊接也可能具有挑战性。理想的凹槽具有大致相同和漂亮的圆底半径的深度和高度。用这种凹槽形状大大降低了孔隙率的风险。
另一个具有等离子体刨刨的变量是您选择的气体。压缩或瓶装空气提供最低的操作成本,但最终决定取决于您正在使用的基础材料的类型。其他等离子气体可能更为明确;例如,氩/氢气混合物可用于在铝和不锈钢上产生清洁,明亮的凿孔。
等离子刨花品
通常相同的等离子体炬用于刨刨和切割。这是不同的耗材。刨凿有特定的消耗品,因此您需要选择合适的作业。例如,与等离子体切割喷嘴相比,刨延喷嘴具有更大的孔,因此电弧可以展开以产生浅槽。你不是试图穿过板块。
专门用于刨刨过程的另一个消耗品是刨罩盾。Gouging Shield Design将来自弧形的一些气流重定向,以使用它来将熔融金属吹来远离刨丝工艺。
等离子体刨刨技术
手刨刨。用等离子体弧形挖掘需要相当多的技术。当您考虑角度,旅行速度和备用要求时,非常喜欢放下优质焊缝。如果您有大量的焊接或不需要的金属去除,则该技术通常是单一,直接通过。如果您不删除第一遍的一切,那么额外的通行证或使用织造技术是常见的,在通过时向右移动割炬,将熔融材料从路径中扫除。此过程是可以在本文的第一部分中提到的纹波效果是什么。可能需要光线磨削,直到您对过程更加舒适。
机械等离子体刨丝。像Hypertherm这样的制造商正在繁忙的发展方法,使机械化等离子体凿孔更有效,更容易为可重复的结果运行和操作。例如,将割炬高度控制器保持在圆形或不平坦的板上保持一致的武力距离,确保凹槽轮廓与开始完成一致。当与专为等离子切割和刨刨而设计的拖拉机结合时,这可以以最佳速度行进并提供割炬振荡,可以高质量的凹槽型材生产。
PPE安全刨刨

增加割炬的支座将增加凹槽宽度并减小深度,因为它允许电弧扩散出来,而减小焊炬的支座会降低宽度并增加深度。
安全第一。通过任何等离子体工艺,使用合适的个人防护设备进行工作。检查头盔上的镜头阴影以确认它是一个阴影12.由于刨丝等离子体弧更可见,因此需要更高的镜头。
保护你的耳朵。碳弧刨丝极为嘈杂,这是另一个原因商店正在寻找替代品。流动高压气体和重复弧撞击的组合使其非常响亮。等离子体刨刨是响亮的,但比碳弧更少。检查您的听力保护,并确保其通过当地法规满足要求,并且您的日常暴露于噪音不会超过可接受的水平。
保护你的皮肤。无论您是使用手持式割炬还是机械化刨刨,佩戴适当的衣服和皮肤保护都很重要。与等离子体切割不同,其中大部分等离子体弧在金属下方,由于它高于金属,刨丝弧是完全可见的。结果,暴露于紫外线和火花可能是危险的。关键是选择右阻燃衣服,确保所有暴露的皮肤都被覆盖。
清除空气。烟气提取对于确保您的安全至关重要。使用适合刨花应用的烟雾提取设备绘制烟雾,并佩戴呼吸器。务必遵循所有当地法规,何时淡化提取和缓解方法以及上述其他形式的安全预防措施。
制造商可提供各种热量和机械刨床选择。诸如空气碳弧和等离子体的热方法确实是最常见的,并且时间将判断等离子体弧形刨丝是否成为除湿金属和焊缝的更为期望的方法。
由于法规和客户要求变化,因此必须制造商在开发更好的手工和机械化等离子体凿孔系统,这些灌注系统不仅满足沟槽形状,边缘质量和拆卸速率而符合客户的生产和设计要求,而且还提高了运营商的工作场所安全性作为那些在进行冒险的地区工作的人。
编辑Robert Colman可以在rcolman@canadianfabweld.com达到。贡献者Harry Mellott是Hypertherm Inc.的项目经理,21个伟大的空心RD,汉诺威,N.H. 03766,603-643-3441,www.hypertherm.com。
用于最佳效果的刨精电池
- 根据您正在使用的系统,可以使用各种灌木喷嘴和屏蔽选项,以及您需要的凿孔工作有多攻击或精确。在开始工作之前,请务必查看规范。
- 一些等离子机也具有刨刺模式。当该模式打开时,气体压力降低。刨刨不需要切割压力。
- 在刨刨时,你想把熔融金属吹出凿孔,但你不想把金属吹过工作区域外面的金属太远。它可以干扰商店中的其他过程。与碳弧相比,这被认为是等离子体的另一个优点。碳弧需要大量空气有效,并且它吹过火花更远。碳弧也产生更加球的金属火花,这意味着当那些火花陆地时,它们具有更大的质量并倾向于燃烧更长时间。

关于作者

关于出版物








{kind=link}
{kind=link}
{kind=link}