






添加增材制造增加增长
Burloak Technologies随着革命的部分建筑技术而发展

Jim Glover(左),首席执行官和彼得亚当斯(左)Burloak Technologies of Burloak Technologies在Ont的新设施面前显示。
邓达斯,。美国Burloak技术公司已经从一个工程和虚拟制造公司发展成为一个先进的制造高度工程化组件的制造商。2014年7月,它开设了新工厂,能力包括增材金属和塑料制造,精密多轴加工,以及所有相关的制造工程软件和工具。自搬迁以来,该公司员工人数几乎增加了一倍,达到11人,并计划在未来12个月内再增加一倍。
彼得亚当斯,机械工程师,公司创始人和总统;和Jim Glover,机械工程师,风险资本家和首席执行官奠定了纳入新技术的基础,并管理他们所谓的“250万美元实验”所提示的增长。该投资代表了1150万美元,为10岁的公司为期五年战略计划。
“大约五年前,我们开始考虑增材制造,”Glover说。“2014年1月,我们认为这项技术已经准备就绪。现在,它已经足够成熟,可以生产功能性终端使用组件,并被各种行业迅速采用。”他们一致认为,该公司将处于领先增材制造行业的有利地位。
亚当斯解释道:“我们的假设是,市场需要一个能够从头到尾生产零部件的公司。这样做正确和专业,在一个正在进行工业化的方式真正添加剂技术,我们需要提供工程在前端,通过提供添加剂建设部分,减法,和整理技术,计量功能来证明我们满足规范。”
“我们采用一种技术不可知论的方法,”格洛弗说。“我们采用最适合公司和客户的技术和设备。我们将继续投资,引领市场。”
新的地点,设备和客户
Burloak进化的第一步包括一个新的气候控制,干净的房间,10,000平方英尺。设施铺设EOS M 290生产直接金属激光烧结(DMLS)系统和P 396用于塑料部件的选择性激光烧结(SLS)系统;Matsuura CNC加工系统,包括3轴和5轴铣床;Nakamura-Tome 4轴车削机;和一个Zeiss CMM系统。最近的抵达车间是雷尼绍AM250激光添加剂制造系统。
在不到两年的时间里,这个实验被证明是如此的成功,以至于该公司正在为下一个投资生产力的项目做准备,该项目将包括机器人零件的装卸。“添加增材制造的最初想法是,首先验证这些技术,适应它们,然后看看我们的客户是否会购买。这是有效的,所以现在我们正朝着高效的方向前进——机器人电池将是下一个目标,”亚当斯说。“机器人将装载添加制造的零件进行加工,机器将进行自动化测量,将结果与CAD数据进行比较,接受并调整加工,或拒绝它并抓取一个好的零件。重点将是楼宇自动化。自动化的一个真正美妙之处在于,它将彻底消除产生坏零件的可能性。”
对每一个过程的质量关注是至关重要的。ISO 9001:2008和AS9001C的认证已经到位。程序正在进行中,以完成ISO 17025、国际武器贩运条例(ITAR)和海关贸易伙伴打击恐怖主义(C-TPAT)注册。
增材制造部件的最初客户来自许多原始设备制造商已经积累了增材制造经验的行业,如航空航天、能源和医疗器械。但其他行业正在迅速发现,利用这种技术生产小型、复杂或定制部件的能力,可以改善部件的功能和制造过程。
亚当斯说:“人们每天都在打电话,认为添加剂是一个新的生产机会。”“将加法和减法技术结合起来确实有好处,但加法并不适用于所有部分。它是一种互补技术。简单地把一个用减法生产了50年的零件用添加剂生产是浪费时间。这样做不会有任何好处,而且成本可能会高得多。有一个完整的工程学位必须在前端设计添加过程,这需要一个原因。

快速扩张的机会是Burloak Technologies的新10000平方英尺的优势之一。在安大略省登达斯的工厂。
“如果他需要更轻,低成本或更多的动态结构,以及如果他们愿意考虑重新设计,我们会问每个前景。如果没有,则应简单地在传统的CNC上制作。“
添加剂技术起作用时
在增材制造过程中,数字设计数据每次一层地指导组件的构建。激光会熔化堆积在建造平台上的一层与人类头发厚度差不多的材料,将粉末以任何形式熔合在一起。再涂上一层粉末,重复熔化过程,将新一层粘接到下面一层。
“当激光在熔化一层粉末时,它也会熔化前两层,”格洛弗解释说。所以,实际上,每一层都要融化三次。这样就去掉了孔隙,得到了几乎100%的密度。”
复杂的内部通道和薄壁厚度等传统加工不可能实现的特点可以建立起来,这有效地扩展了设计选项。实际上,任何设计都可以包含在适合10-in的组件中。10。建造板在1英尺。高室。在建造的最后,几乎100%的未使用的粉末可以被回收来形成另一部分。
模镶件是增材制造的良好前景。格洛弗说:“制造一个注塑零件的速度取决于你能以多快的速度将塑料从模具上取下,而这又取决于零件加热和冷却的速度。”“用传统钻孔法,你只能在直线上钻孔,然后穿过侧面和十字孔。增材制造使我们能够使冷却通道遮蔽外部轮廓,使之符合,以便更快地冷却。在一些模具中,我们添加了另一个通道,这样插入物就可以预热,为下一个部分恢复温度。冷热液体都在模具中循环。
“一些知道适形冷却技术的加拿大工具和模具公司在发现我们之前,不得不去美国购买模具。”
一层一层地构建部件确实需要时间,根据大小和复杂性可能需要几个小时,但它可以比传统技术更快地交付某些组件。
将一个部件从传统工艺转换为增材制造,为一个客户节省了370%的时间。亚当斯说:“这位客户说,在找到我们之前,他花了三个月的时间来弄一个钛铸件和三个月的机加工。我们接受了INCONEL®的订单来制造零件,看看我们是否能在时间上做得更好。第一天我们开始用塑料打印零件,测量,添加加工材料,设计夹具。到第二天,我们有样品零件和夹具在我们的手中,并开始机器精加工。第五天,我们在塑料零件上运行程序,以证明数控加工,同时我们正在为INCONEL零件建造外壳。该公司在10天内就完成了生产,而不是9个月。那是从零开始。”
扩大生产知识
增材制造客户拥有不同层次的知识和经验。一些有自己内部能力的大公司向Burloak寻求帮助。一家一级航空航天公司正在与该公司合作设计可制造性指南。
其他客户是新技术的,依靠公司的工程背景来指导,并经常重新创建组件规格。格洛弗说:“很多时候,客户不知道添加功能是什么,所以我们向他们展示我们如何制造更轻的部件,或创建一个角度的功能,或将几个组件组合成一个组件。”

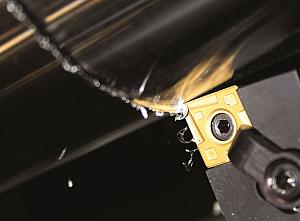
测量由雷尼肖探针与CAD几何图形,以自动确定零件的最佳位置,以高效加工在Matsuura五轴铣床。
大多数CAD程序都有转换软件来提供多边形网格文件,用于将零件设计切割成多层,用于增材制造,但基于经验的微调可以在生产成本和零件功能方面产生差异。Adams说:“当客户输出一个多边形网格时,他们会在不知情的情况下设置公差。我们看看这个项目,然后就能判断它是否适合发展这个部分。任何按原样使用客户程序的制造商并没有对产品质量承担责任。”
测试栏内置成部件以允许冶金检查。“我们经常将测试栏添加到构建板的任一侧,因此客户可以在没有破坏性的情况下测试冶金,”格洛弗说。
从原型到生产
用于生产添加剂制造部件的材料几乎与客户一样多样化。与传统的加工一样,成品部件的化学和机械性能确定哪种塑料,金属或复合粉末使用。工业级塑料生产具有靠近注射成型和非常接近尼龙产生的机械性能的零件。
塑料零件也可以根据应用需要生产各种复合粉末。例如,碳纤维增强塑料增加强度;铝填充塑料增加导热系数;一些聚合物具有类似橡胶的弹性。
金属粉末生产不锈钢,工具钢,铝,INCONEL和钛组件。
格洛弗说:“推动这一行业快速发展的主要因素之一,是某些金属粉末的冶金。”研究继续提供新的选择。我们正在与麦克马斯特大学合作开发新材料和应用。我们的客户想要更多的选择,所以我们正在研究新的方法来满足他们的需求。”
Burloak还与其客户致力于将添加剂制造业从原型技术转移到生产技术。“我们与客户致力于原型设计和资格作为进入生产阶段的手段。这项技术已被证明,我们已准备好提供生产部件,“亚当斯说。“当客户在没有限制的情况下开放设计时 - 这是真正令人兴奋的时候。我正在呼吁客户的客户呈现关于他们可以用产品所做的事情的想法,“格洛弗说。“在Dundas的一家小公司认为这项技术是娱乐。”



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}