






高效铣削速度变化规则
工具,软件和设备结合了能力来实现过程工作

通过取光径向切割深度,可以使用切削刃的长轴接合来最大化工具效率。照片由Walter USA LLC提供。
从标准铣削世界踩到高效铣削(下摆)可以改变一切。下摆的径向径向切割(RDOC)和更高的轴向切割(ADOC)在终端铣削前沿产生一致的磨损,产生较少的热量,并减少工具故障的机会。机器可以维持更低的压力和工具可以持续更长时间。
两个基本概念将下摆鉴别标准铣削。一个是径向芯片变薄,另一个是恒定的工具接合角。机器,软件和工具必须组合力来使过程成为可能。该过程是通过不同名称所知的,经常被软件公司分配,因为它们为高速过程设计程序,包括动态铣削,先进的粗加工和高效加工。然而,各种名称背后的原则基本相同。
更薄的芯片
Luke Pollock,产品经理沃尔特美国,描述了这个过程。“用轻型RDOC加工创建比每个牙齿的前进更薄的芯片。这意味着为了获得正确的芯片厚度,进料速率需要更高。我们可以提高进料速率,有时多达正常计算速率的三倍。然而,当加工到角落时,刀具接合增加并且必须减少进料速率以避免颤动或刀具破损。
“要打击这一点,工具软件开发了一种维护恒定工具接合角度(茶)的刀具路径。通过保持恒定的茶叶,工具从未接合过材料,加工条件保持恒定。由于轻型RDOC,将其与径向芯片变薄升高的饲料速率相结合,并且您具有动态铣削的概念。“
Dan Doiron,Milling产品经理emuge公司,称为先进粗加工的过程。“先进的粗加工可以描述为进入侵略性铣削的更像过渡。它不再是Boxy,Zig Zag,小深度切割。今天的技术可以实现引进,引出,螺旋入口,斜坡,牵窝或圆形风格模式,在某些情况下,使用全长的端铣刀切割槽。它曾经从上下粗略,但现在它已从自下而上变成粗糙。“
可变轨迹和饲料速率
软件和工具必须与铣削流程一起进行.Alan Levine,董事总经理开放式思维技术美国公司据说,在过去的五到10年里,已经将先进的粗加工技术纳入大多数CAM软件。这些复杂的程序现在正在成为新的规范而不是被视为高级计划。
“通过从所需区域的内部或外界占据一系列偏移来得出传统的粗加工刀具路径。这与数学的角度相当直接,但不一定是金属去除的理想选择。
“在矩形口袋的一个简单的例子中,切割器将沿着矩形侧面取出规定的切割。然后在拐角处,切割器将增加材料接合以及方向的变化。尖叫声音将表示差的切割条件,并且常见的解决方案是降低进料速率。在某些情况下,减少该计划的其余部分,“莱明说。
“先进的粗加工技术软件看到了这些具有挑战性的区域,并改变了刀具路径轨迹,以蚕食进入角落并改变饲料速率以统一材料去除和刀具性能。然后可以增加饲料速率。在切割器上的压力较低,较深的切口是可能的。“
Levine将新的工具路径与循环,穿着型式的动作进行了比较。“刀具运动包括啃咬并返回移动以对准下一个切割。在不在刀具路径中纳入额外的软件技术,因此由于刀具路径较长,因此产生的切割时间实际上可以增加。刀具路径应该是光滑的,因此机床伺服器不会检测加速尖峰并强制减少进料速率。摇床通过之间的返回移动应增加进料速率和小升力,以避免摩擦和重新削减先前切割的区域。“

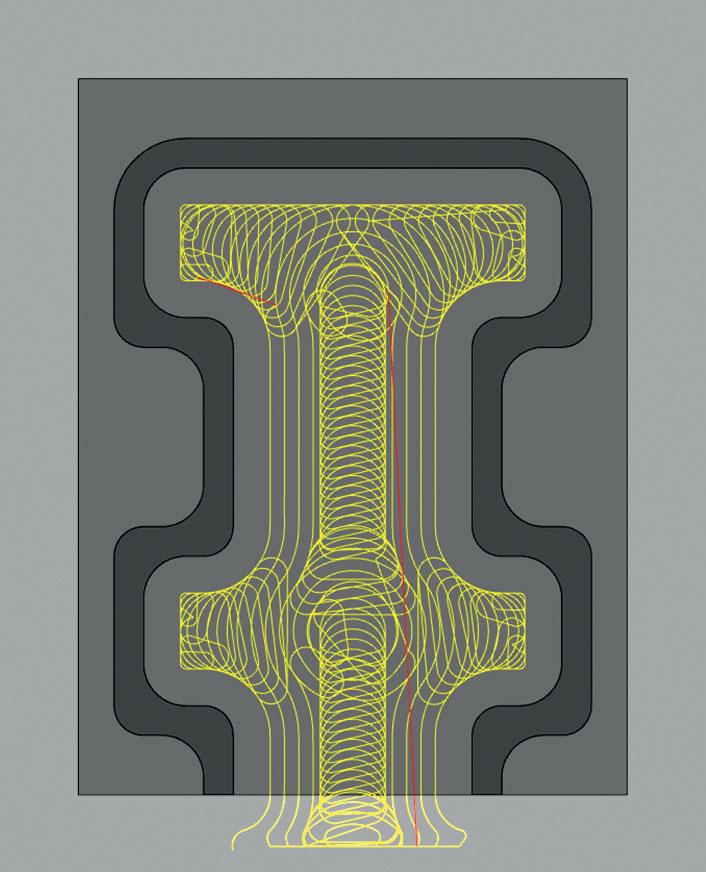
新的3-D粗策略的路径在腔内以黄色显示。插图由开放的心态提供。
对于角落,Levine表示,先进的粗加工应将变量接合与进料速率和主轴速度的变化相结合,以确保恒定的切割负荷。与传统技术相比,适当实施的先进粗加工技术将使切割时间降低50%至70%,并且可以将刀具寿命增加大约三倍。
多功能工具
当右变量机器,软件和工具存在时,下摆可以是更经济的机器方式。一个工具可用于产生各种凹槽宽度和角弧形线。
“由于工具上产生较小的侧面载荷的小型RDOC,可以使用整个长笛长度与工具进行深度adoc。使用工具的完整切削刃比仅使用工具的尖端更经济,“Pollock说。
“不需要大直径的工具来产生深口袋。使用动态铣削策略的小直径工具可以使用传统的时隙策略将相同数量的材料作为大型工具。Pollock说,可以使用更便宜的工具来完成相同的工作。“制造较少的侧重载荷允许在更深的切割深度下使用较小的工具,但也意味着需要更少的机器和工件设置刚性。理论上,可以在较少的机器马力较少的主轴上产生相同的部件。“
终端工厂特征
专门为下摆设计的工具具有一些特殊的特性,帮助它们比标准铣削过程中使用的标准工具长达两到三倍。他们的寿命主要被认可,因为长笛与材料啮合的速度较短,所以较短的时间。产生的热量涉及芯片而不是工具。作为拇指的规则,许多长笛和芯片切割机是下摆的良好工具特性。
波洛克说,“工具通常含有大量齿或切削刃。由于通过该策略实现了深度的切割深度,因此也结合到切削刀具中的长长的切割。
“光RDOC由于芯片变薄,径向芯片在径向方向上产生很短的芯片,但由于我们利用深度切割深度,轴向芯片可以很长并且倾向于粘附,使芯片疏散更多难的。沿着切削刃的碎片分离器或削减者可以解决这个问题。“
Doiron说,“今天的许多最终工厂专门设计用于处理这种加工 - 例如,我们的拖腔终端磨机。这些工具使用整个长笛长度的整个范围,切割圆形图案,在爬升方向上剥离材料,并从工具中推开芯片。4xD长度为4xD的工具可以避开长芯片的问题,这些芯片可以缠绕在工具中,导致刀具故障。为了避免这个问题,我们的Trochoinal工具采用了一种以交错模式设计的凸起架,使工具能够以较短的段中打破芯片。这使得更容易冲出芯片并仍然提供出色的饰面。
“饲料速率可能更快,因为工具完全从事侧铣位置,是稳定的。切割力在整个槽长度的始终如一,该工具采用可变螺旋设计,以及不规则的长笛间距,从而减少振动。“
通常是有利的
只要设备可以容纳更快的速度并快速阅读流程程序,可以应用替代工具路径,但对于某些类型的工作,但优势和节省可能不会像其他任何类型一样戏剧性。

毛巾终端铣刀可以完全啮合在侧铣位置,增加该过程的稳定性。照片由Emuge Corp.提供
“使用先进粗加工没有艰难和快速的规则,”Doiron说。“这取决于用户,设备和应用程序。人们需要评估特定需求 - 或许使用传统的袋磨机对传统凸轮系统进行时间研究,并将其与先进的铣削情景进行比较。由CAM系统计算的时间结果可以提供两者之间的准确时间差。“
Pollock表示,由于不能使用全割型加工,并且已经在这种高表面镜头下,浅口袋或切割深度使生产更接近标准槽,因此可以在这些高表面镜头下加工,因此生产率已经存在接近动态铣削。
“使用动态铣削的最重要原因之一,”Pollock表示,“是过程可靠性或安全性。由于仅使用工具的光径向啮合,以及维持恒定的茶叶的程序,因此工具永远不会处于有机会过度接合或面临包装芯片的风险的情况。加工条件保持一致,这提供了一致的工具寿命,并且具有崩溃或刀具破损情况的风险很小。“
助理编辑苏罗伯茨可以达到sroberts@canadianmetalworking.com.。
emuge corp.,www.emuge.com.
开放的心态,www.openmind-tech.com.
Walter USA LLC,www.walter-tools.com.
纹理工具路径消除了不良工具运动。插图礼貌的emuge corp.








