编辑

沉降器EDM的碳化物探针找到工作区。探头还可以检查拆除成品部分之前燃烧的功能的公差。图片由MC机械提供。
电火花加工是一种独特的加工工艺。这种方法产生的形状和公差几乎不可能使用传统加工技术来创建。
这些能力,再加上汽车、航空航天和医疗行业对复杂零件的高需求,使得电火花加工成为现代商店的必备产品。特别是,冲模电火花加工常常可以解决航空航天工业中使用的高镍含量合金等材料的加工问题。此外,模具制造行业常见的复杂形状和深口袋也是对数控切屑机构成挑战的两个部分。然而,这些几何形状本身很适合数控模具沉孔工艺。
这些机器可以用石墨或黄铜电极生产通腔和盲腔。
模具沉没器EDMS通过使用电气放电来侵蚀工件材料。
当施加足够高的电压时,电介质就会发生击穿。电流通过电离通道循环并产生放电。每秒产生成千上万的放电,数量和强度影响切割速度和表面光洁度。控制和发电机技术使控制放电的持续时间和强度成为可能。
它实际上是一个六部分过程:
当控制在放电或间隙电压中感测不规则时,它会改变系统的随时,关闭时间,跳跃周期和伺服增益,以调节切割间隙中的条件以最小化电极的磨损。
介电流体的作用是通过保持精确的电导率来帮助控制火花。这种液体还能从侵蚀带冲走烧焦的金属。
电火花加工的电极与硬件和软件一样,对加工的成败至关重要。没有某种电极就不会发生腐蚀。
电极也作为模型,产生所需的形式。在侵蚀过程中,工件中会产生电极形状的负极。对于电极上的每一个负特征,工件上就产生一个正特征,反之亦然。

下沉电火花的自适应控制,使机器能够调整参数,因为表面面积冲洗和放电间隙条件的变化。图片由MC机械提供。
在大多数情况下,它还采用多个具有不同形状的电极来开发部分的最终形式。然而,轨道的进步可以减少该过程所需的电极数。
具有生产芯片芯片EDM过程相对简单:创建正确的工作环境,使用最新的技术,消除返工。
提高模沉工作的生产力可能不是头脑中最重要的,因为工作的复杂性质,因为它是一个有点慢的过程,但它仍然可以有所不同。一切都从最开始开始。
“让您的机器设置并准备好右电极和正确的材料,同时听起来很简单,但这是一个重要的第一步。不得不等待,因为一块拼图没有准备好是一个重大的浪费时间,“Edm,GF加工解决方案,林肯郡,生病的高级产品经理Edm主管Eric Ostini说,Eric Ostini说。
对于一个模具沉降片而不是可能具有它们的汽车供应商而言,这也是不同的。作为每台机器的机器,电极和电极的数量增加,误差的可能性也是如此。
现代软件和消除手动输入有助于确保减少错误。
“当你坐在工作台上有20或30个电极时,很容易感到不堪重负,你必须弄清楚他们都走到哪里,”Ostini说。“遵循CAD / CAM模型真的确实有助于这个。”
GFMS软件新增的“用户期望的真实响应”(T.R.U.E)系统也旨在通过优化从电极生成到空腔生成甚至测量的整个过程来提高生产率。
根据Ostini的说法,CAD/CAM系统分析了零件的形状,并设计了一个电极,该电极的理想尺寸(电极比它正在制造的腔小多少)已经被自动计算出来。
在作业准备过程中,CAD/CAM准备过程中收集的数据被转移用于工单数据生成,包括制造订单和零件识别。在执行顺序中,无论是单机还是整个生产单元,该软件确保电火花加工过程始终使用基于电极和零件真实几何形状的真实数据。

介电流体的作用是通过保持精确的电导率来帮助控制火花。这种液体还能从侵蚀带冲走烧焦的金属。图片由GF加工解决方案提供。
Ostini说:“全世界越来越需要的是减少制造腔体所需的电极数量。”这意味着你需要一个能够在速度和终点之间进行调整的发电机。你可以对生成器进行编程,以获得比速度或完成更准确的结果。而今天的需求更倾向于低磨损,因为如果你这样做,你可以反复使用相同的电极,或者每个腔使用更少的电极。”
使用CAD模型可以减少人为错误,因为人工输入也更少。
MC机械系统公司(MC Machinery Systems, Elk Grove Village)全国电火花加工产品经理Pat Crownhart说:“如果所有涉及到的数据都已经是CAD文件的一部分,那么就不太可能有人输入错误的东西,比如深度或尺寸不足。”“它加快了过程,避免了错误。”
一旦零件在机器上安装好,就可以开始生产蛀牙了。
电火花加工的发电机技术在控制电极磨损和优化切削速度的同时产生火花。在某些冲模电火花加工设备上,该技术可以管理电极前端和两侧之间的电流,并控制其传递,以尽量减少横向火花的产生,这种火花会破坏模腔两侧等区域的有效加工。该系统允许电极在腔前方获得最大功率,而不会破坏或在腔侧壁上产生过大的间隙。
“火花尺寸和形状对这个过程非常重要,”皇冠上讲。“火花尺寸,形状和火花的数量之间存在直接关系,以及减速速度和质量。如果你正在产生一个大火花,你可能会每秒产生8,000个火花,但如果你在谈论一个小火花,那么你最多40,000个火花了第二个或更多。大火花将去除比小火花更大量的材料,所以要控制这些功能很重要。“
火花的数量和它们的形状由EDM的热度和准时控制。这些调整为控制速度,也适用于材料类型。
Crownhart说,正确的火花必须根据被侵蚀的材料量身定制。
“把火花想象成一个移走材料的小铲子。铲子的大小和形状取决于铲的是什么。”Crownhart说。“这个过程也是一样的。火花的大小和形状也决定了你去除多少材料,所以它也决定了一个零件的粗加工。”
腔体的材料、尺寸和深度也影响间隙距离,即电极和零件之间的距离。一般来说,这个距离大约是八到九万分之一英寸。然而,在最终精加工过程中,这种间隙距离可以小至万分之一。

多电极被用来制造零件在一个模沉电火花加工。图片由GF加工解决方案提供。
在腔体完成之前,进行一个轨道循环。这个循环使用小的,微弱的火花结合电极的运动,使最终的部分形式。为了考虑这一步骤,制造的电极比形状略小。
今天,EDM可以使用触摸探头系统或使用其电极作为探测系统,以检查零件位置和尺寸精度。在加工以确定其在工作罐中的精确取向和在加工过程中可以探测部分,以验证腔已被烧毁到适当的尺寸。
“触摸探测系统与使用电极触摸部件的触摸探测系统不准确,但触摸探头的好处是,因为没有使用电力,它不会标记部分,”Ostini说。““所以,如果我在带有电动触摸的闪亮表面上触摸,我会用来自电极的火花标记它。”
使用触摸探头系统或“电动触摸”,您可以获得在CMM上测量的一些好处,而无需从机器中卸下部件。
“测量过程可以是自动的,这意味着它在生产腔后立即衡量。如果发现它仍然不是正确的尺寸,它会告诉机器用电极回到腔内并做更多的工作,“Ostini说。
编辑乔汤普森可以达到jthompson@canadianmetalworking.com。
GF加工解决方案,www.gfms.com.
MC机械系统,www.mcmachinery.com
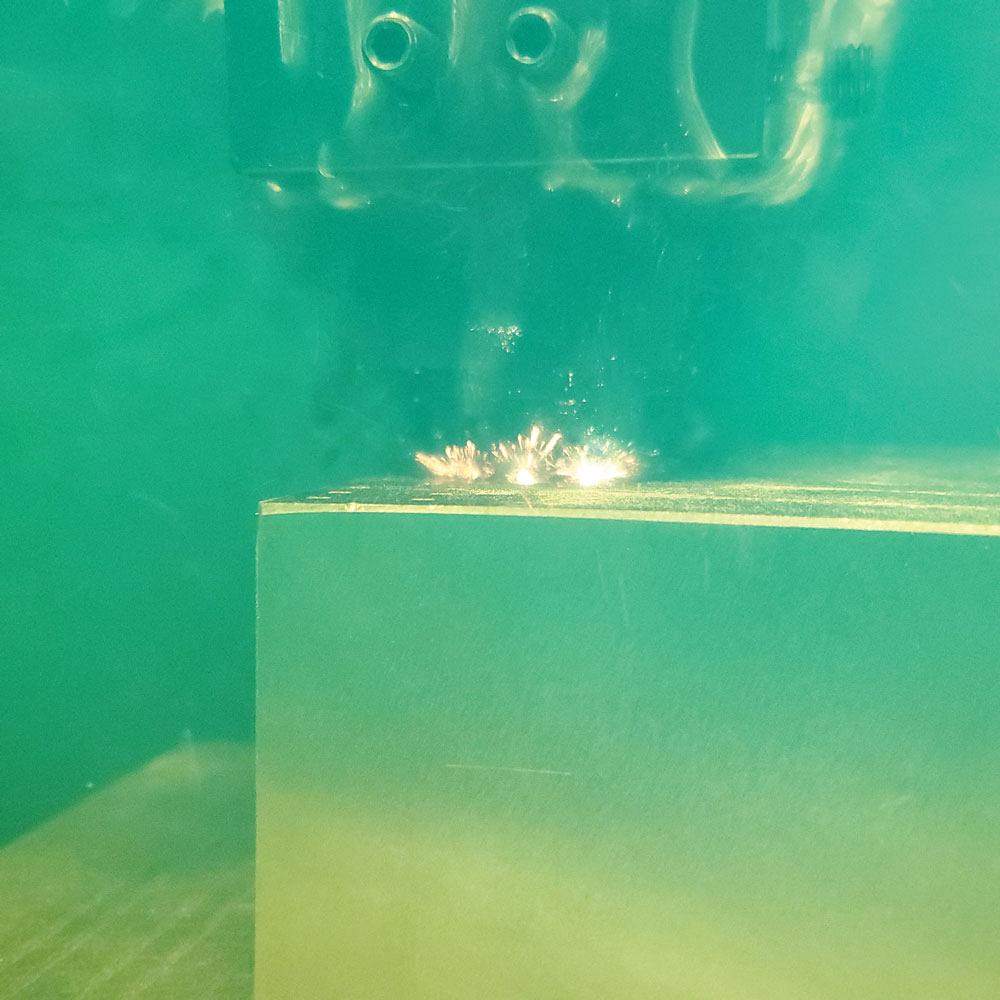
随着表面积的增大和间隙条件的改善,高质量的电火花加工应增加放电频率,从而提高加工速度和生产率。图片由MC机械提供。